It’s 2 PM. A machine on Line 3 has been running slow for the past 40 minutes. The operator knows. But the supervisor is at the other end of the floor. No one has flagged it formally. By the time the shift report comes in at 6 PM, 40 minutes of production output are gone.
This is the exact problem the Andon board was designed to eliminate.
Not by adding headcount. By making problems impossible to ignore the moment they happen.
- An Andon board is a real-time visual signal system that alerts the shopfloor team the moment something goes wrong
- It originated from Toyota’s Production System and is a core tool of lean manufacturing
- Colour-coded signals: green = normal, yellow = warning, red = stop and fix
- Types range from simple stack lights to fully digital boards connected to machine data
- Digital Andon boards cut problem detection time from 8–15 minutes to under 60 seconds
What you’ll learn:
What is an Andon board?
An Andon board is a visual control tool used on the shopfloor to communicate the real-time status of production — instantly and to everyone. When a problem occurs, the board signals it using colour-coded lights or displays so operators, supervisors, and support teams can respond immediately.
The word “Andon” comes from the Japanese word for lantern. The concept was pioneered by Toyota as part of the Toyota Production System (TPS) in the 1950s — and it’s been a cornerstone of lean manufacturing ever since.
Core idea: A problem that everyone can see gets fixed fast. A problem that’s hidden in a shift report gets fixed hours later after the damage is already done.
How does an Andon system work?
1. Problem detected
An operator spots a defect, machine fault, material shortage, or cycle time deviation. In a digital system, the machine itself can trigger the alert automatically.
2. Alert triggered
The operator presses a button, pulls a cord, or taps a touchscreen. The Andon board immediately displays the alert with colour, station number, and issue type.
3. Team responds
The supervisor or support team sees the alert — on the board, on a mobile notification, or both — and moves to the station immediately.
4. Issue resolved and logged
The problem is fixed, the reason is recorded, and production resumes. Digital systems log the event automatically — timestamp, reason, response time — for later analysis.
The colour signal system
The Andon colour code is nearly universal across factories worldwide. It’s designed to be understood at a glance — no training required:
Green
Normal operation.
Production running on schedule.
No action needed.
Yellow
Minor issue or assistance request.
Production continues but
attention is needed soon.
Red
Serious problem machine down,
quality defect, or safety issue.
Production halted until resolved.
Some systems add a blue light for maintenance calls and white for planned downtime or changeovers — giving even more precision to the signal.
Types of Andon boards
The Andon colour code is nearly universal across factories worldwide. It’s designed to be understood at a glance — no training required:
Stack Lights
Tower-style lights mounted on individual machines. Simple, low-cost, and immediately visible. Each colour corresponds to a machine's current status. Best for small factories with clear sightlines.
LED Display Boards
Large overhead panels showing status across a line or section. Displays station numbers, issue types, and alerts for multiple machines simultaneously. Visible from across the floor.
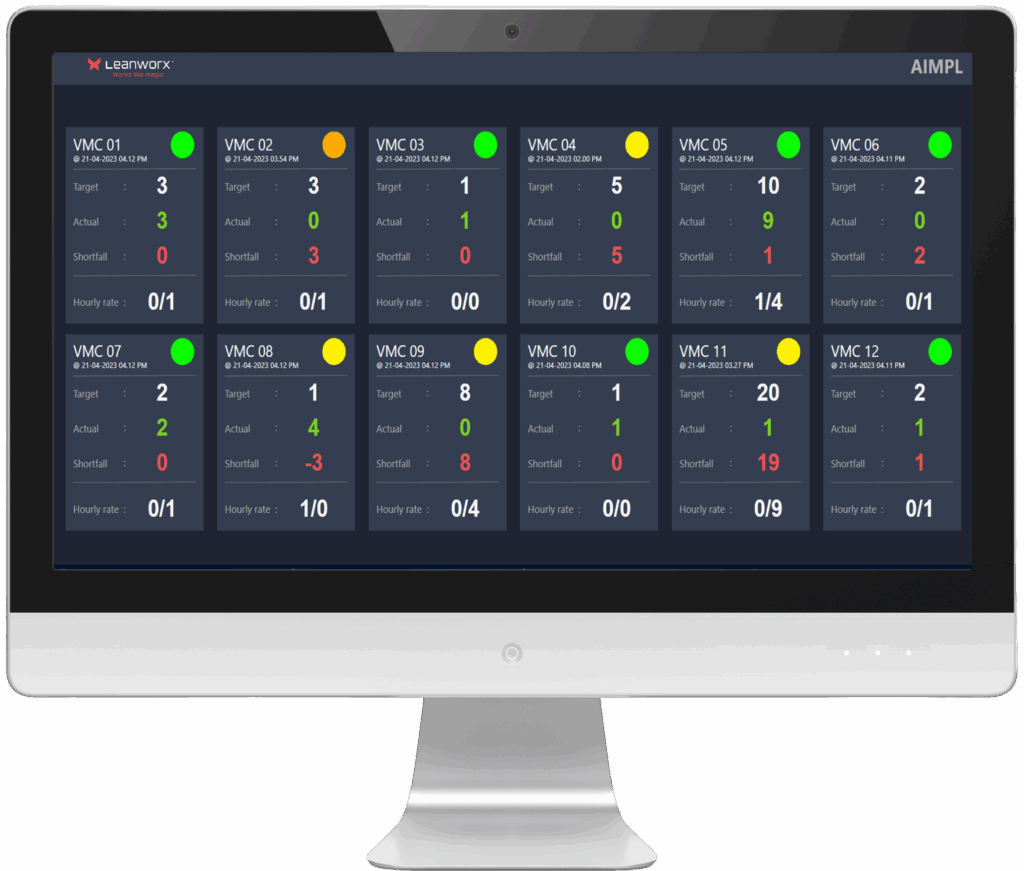
Digital Andon Boards
Connected to machines, PLCs, and sensors. Updates automatically without operator input. Shows real-time OEE, downtime reasons, production counts, and response timers — all in one live dashboard.
Which type is right for you?
Stack lights work for a 5-machine shop. LED boards suit multi-machine lines. Digital Andon is the right choice when you want alerts to log automatically, response times to be tracked, and data to feed into continuous improvement — not just signal a problem.
Benefits of an Andon board on your shopfloor
average time to detect and respond to a shopfloor problem drops dramatically
improvement in availability component of OEE from faster stoppage response
reduction in unplanned stoppages when alerts are acted on before they escalate
– Faster problem resolution — issues are visible the second they occur, not hours later
– Better quality — defects are caught and stopped at the source, not discovered downstream
– Empowered operators — anyone on the floor can raise an alert without leaving their station
– Continuous improvement data — digital Andon logs every event, enabling Pareto analysis of top downtime causes
– Shopfloor accountability — response times are tracked, creating natural accountability for supervisors
Traditional Andon vs digital Andon what's the difference?
Traditional Andon boards require an operator to manually trigger an alert and show only a basic status signal. They’re a great starting point — but they have a critical gap: they signal a problem without capturing data about it.
Digital Andon boards change this completely. Connected to machines, PLCs, and IoT sensors, they update automatically — no operator action needed for basic alerts. Every event is logged with a timestamp, a reason code, and a response time. Over weeks and months, this becomes a goldmine of continuous improvement data.
The compounding effect:
A traditional Andon tells you Machine 4 is down. A digital Andon tells you Machine 4 has gone down 23 times this month, always between 10–11 AM, always for the same reason — and that single insight can eliminate the recurring stoppage entirely.
Andon boards in manufacturing Why Now
Smart Manufacturing — the Andon opportunity
Most job shops and component manufacturers have no formal alert system. Problems are communicated by shouting across the floor, calling supervisors, or waiting for shift reports. That gap is exactly where Andon delivers the highest ROI.
– Auto OEM customers increasingly audit shopfloor practices — a visible Andon system signals lean maturity
– Most SME factories can implement digital Andon via existing machine monitoring software — no separate hardware investment required
– High machine density in job shops means a single Andon board can monitor 20–30 machines simultaneously
– Operator empowerment is culturally important — Andon gives floor workers a formal, non-disruptive way to escalate issues
Digital Andon built into real-time machine monitoring
Automatic machine status — no manual triggering
Every machine's running/idle/down status updates live. No operator needs to press a button for the board to reflect reality.
Instant downtime alerts to supervisors
When a machine stops, the supervisor gets an alert in real time — on the dashboard and on mobile. Response starts in seconds, not minutes.
Downtime reasons logged automatically
Every stoppage is captured with a timestamp and reason code — building the Pareto data you need to eliminate recurring issues.
Works with your existing machines — no rip-and-replace
Connects to CNC, VMC, lathe, press, and any production equipment. Deployed in days, not months.
Try Leanworx for Free.
For 1 Machine
Get live reports, real-time dashboards, mobile alerts, and full production visibility exactly like our paid customers.